喷出来的布有问题这里有两个主要方面的原因:
一. 设备问题
熔喷机设备设计原理结构不复杂,但所有设备的成熟都是要经历从生到熟,专家也是从菜鸟走过来的。很多设备厂家虽然原来也是做塑机的,但是没做过熔喷机。所以你买的设备机器实际是人家的初代产品。直白的讲目前大多数人买的40,50,60,65都是小土炮,还有的80以上的机器还好点。一款好机器,好坏机器的区别不在于功能,在于细节,在于工厂的经验,生产经验啊!!......
熔喷非织造工艺其实是很简单的,将螺杆挤压机挤出的高聚物 熔体利用高速热空气喷吹使熔体细流受到极度拉伸 而形成超细纤维,这些超细纤维凝聚在网帘或滚筒 上形成纤网,并依靠自身黏合而成为非织造布。
工艺流程为:聚合物喂入→熔融挤出→纤维形成→纤维冷却→成网→黏合加固→切边卷绕→成品 。熔喷设备按放置方式分为水平式和垂直式
以下是发明专利 CN 105568560上查到的机器设计,各位老板们自己对着发明专利对号入座,对比下自家设备!当然现在有比这个专利更优的设计,略过。
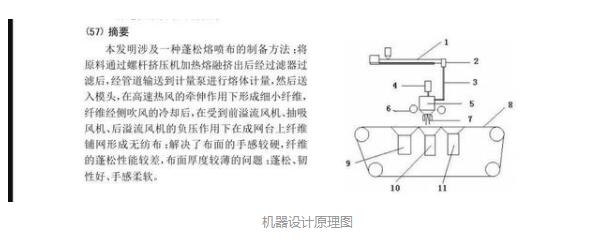
1. 螺杆挤出机 2. 过滤器 3. 管道 4. 计量泵 5. 模头 6. 高速热风 7. 侧吹风 8. 成型台网(带静电助极) 9. 前溢流风机 10. 抽吸风机 11. 后溢流风机
你的机器是否有以上配置?没有的话就先天不足,只能后天来补。简单的办法就是找到对机器要求不高的料来做。这些熔喷料是要特殊的复合配方的.
是否拥有以上配置就可以生产出95的熔喷布?如果是,那你想的还是太简单了。熔喷非织造工艺是一个非稳态纺丝过程,会 受到诸多因素的影响,在实际的生产过程中很难做 到对熔喷工艺的精确控制,而且许多关键技术工艺 尚未被完全掌握和公开,所以熔喷产品的质量经常出现问题。
在实际的调机过程中我们发现了以下常见问题:
a. 搞不清自家机器的特性
新手老板不懂,不同机器的螺杆长径比不一样,螺杆螺旋角度不一样,这样不同机器对同一原料的加热区间就会有不少区别。不同工作区的加热温度也就不一样(如果再加上原料不同这一变量,那就更麻烦了)。盲目按照别人的经验来调机,不加调整。
B. 机器温度控制不住
有些机器温控不准,忽高忽低,如果你机器的实际温度在跳动在5度以上,那么能喷出好布的可能性极低。温控当然越稳定越好。 有些小机器喷丝模头上没有热电偶,模头的实际温度只能靠猜,当模头温度低时就堵模头了。
注意保持车间的温度相对稳定,过高的室温和不稳定的室温都不利于生产。
C. 模头不行
喷丝模头对熔喷布产线的重要性,就不赘述了。不少老板说我这个模头是大价钱买的,肯定没问题。有没有问题上放大镜一看就知道,用事实说话。
宣称0.25孔径,0.6孔距的模头很多,但是我们得要眼见为实。可能的话弄一个高倍显微镜看看你家模头。是否你家模头在显微镜下的图片。细孔光滑孔距等长,喷口抛光,这样才能保证出布细腻均匀。大部分喷不出好布的小机器用的都是垃圾模头,孔径粗细不均,粗糙起毛。 除此之外还需要重视下其中送料方式的设计。 很多老板买的模头一般是一字型或者是回字型均流管道,这两种出来价格比较便宜但容易有出布不均的问题。 有模头采用的是热流道设计,通过不同的路径进行分流,这种模式可以使送料压力更均衡。同时,热流道板加上的加热棒,既可使原料温度始终处于一个稳定的状态,也可以实时监控喷头的文档。可以避免了喷丝过程中,因温度失衡而导致的累积性堵孔问题。
二. 熔喷料的问题:
从布的的制造原理来看:采用熔喷的方式就是要形成超细纤维,让这些超细纤维凝聚在网帘或滚筒 上形成纤网,并依靠自身黏合而成为非织造布。为了容易形成超细纤维,需要超高流动性的PP料。其它因素不变的情况下。熔质越高喷出的丝就越细,就越容易喷出过滤等级高的产品。越高的熔质相对而言越好喷出好的布。
目前有很多做聚丙烯改性料,目前不管大小改性工厂,都标其PP料熔质为1500. 但这只是其中的一项指标而已,料的柔韧性和加工通用性都是在指标里没有的。而且只能自己试。很多厂家是不知道自己的熔喷料再不同机器上需要的调机数据的。
我们在帮客户解决问题的过程中遇到常见问题:
1. 同样的料开始好用,过几天就喷不出布
有些料放置几天后熔质变低,见过不少产品出厂前是熔质为1500左右,到客户工厂几天后边成1000. 这样会造成开始料还用的好好的,过几天同样调机就喷不出布了。不同的熔质需要的加工温度是不一样的。这是熔喷料生产加工中,加工工艺不到位造成的。料的稳定性是很重要的。
2. 布的韧性不好,易脆易断
这是目前最多人遇到的问题。单考虑料的熔质为1500,喷出来的布易脆易断是太正常不过。因此在熔喷料的生产配方上需要有相关的配料,用不同的比例,来解决这个问题。而且有些料必须是生产阶段就加进去,后期添加到熔喷机中常碰到加工不均匀,堵头等问题。韧性不好这个问题太普遍了,找我可以帮你解决。复合配方,进口配料。
3. 喷出来的布有异味
复杂来说就是布的VOC不达标,简单来说就是布有味道,虽然布过滤等级可能可以达标,但是有异味,对人体有害。这主要是改性加工中使用的配料有问题,特别是用一些小厂生产的引发剂。部分是由于加工中没有抽真空滤气或滤气不够。
4. 用非熔喷料来喷熔喷布
很多小厂开始时用非熔喷料来喷熔喷布,比如赛科2040。这个过滤等级是不达标的。而且不能用于医疗产品上。
5. 大厂的熔喷料喷不出好布
说白了这是料和机器不匹配,换个说法就是你的机器不吃这个料。料生产测试定型后,配方配比是不会改的。它有它的加工区间,但你的机器很能找到这个加工区间。面对这个问题要么,改机器,要么在熔喷时添加配料, 这两个都得不停的试。最好的就是果断换料...
在机器和料都没有问题的前提下就是调机了。调机就是要找到熔喷料和机器最匹配的加工区间。调不好再好的机器,再好的料都白瞎。下面是要调的几个方面:
A.接收距离
接收距离 模头喷丝孔出口处到接收帘网或滚筒的距离称为熔喷工艺接收距离。接收距离减小 时纤维纤度降低明显;当减小到某一程度时,纤度降低缓慢;接收距离过小时,纤维纤度又会增大。 这是因为熔喷纤维在热空气作用下拉伸变细区域主要发生在离喷丝孔较近的距离内,纤维纤度对拉 伸性能影响显著,纤维细,缠绕的结点多,纤维受 力均匀,强力增大,但是增大到一定程度后拉伸性 能反而会有下降趋势。 接收距离还影响熔喷纤网的蓬松度和纤维之间 的黏合程度。
一般情况下,接收距离减小,热气流 冷却和扩散不充分,纤维之间的热黏合效果强,导 致产品的蓬松度降低,纤网体积密度增大,产品伸 长率降低。当接收距离增大时,纤维的蓬松性增 大,纤维纤度增大的同时,产品孔隙率变大,过滤 效率变差,阻力变小,产品伸长率也会提高。当接 收距离过小时,纤网中的纤维会呈卷曲状并团聚在 一起,产品蓬松度下降,影响网底吸风效 率,会出现“飞花”疵点;严重时,纤维没有完全 冷却,会造成冰丝。
B. 热风速度和热风温度
相同的工艺条件下,热风速度增大,纤维纤度 会变小。这是因为热风速度增大,其对喷丝孔喷出 的纤维牵伸力增大,因此纤维纤度变小;但当空气 压力达到某一数值后,纤维纤度的减小会逐渐平 缓,纤维纤度CV值随之减小。这是由于单位时间 热空气流量增大,作用在纤维上的拉伸力增大,对 纤维的拉伸作用充分,因此全部纤维纤度都在降 低,纤度CV值自然会降低。
在熔喷非织造布上的 表现则是手感由硬变软,纤维缠结增多,并且热黏 合效果增大,布面由粗糙到密实、光滑,拉伸断裂 强力随之增大,但拉伸断裂伸长率会因为纤维结点 滑移路径变大而降低;热风速度过大时,就会出现 “飞花”疵点,拉伸断裂强力也会降低。 相同的工艺条件下,随着热风温度的升高,纤维纤度会变小,纤度CV值也随之减小;当热风温 度升高到某一范围内时,纤维纤度变化缓慢,而纤 度CV值明显降低;当温度继续升高后,纤维纤度 又会明显变小。
这是由于在纺丝过程中,热风对纤 维起牵伸作用,温度升高可延缓纤维的冷却固化, 牵伸作用增强,纤维纤度和CV值减小,熔喷材料 拉伸断裂强力增大,拉伸断裂伸长率减小。 降低热风速度或热风温度会使熔喷纤维纤度增 大,孔隙率也随之增大,阻力变小,过滤效率变 差;提高热风速度或热风温度,熔喷纤维纤度减 小,孔隙率也随之减小,提高了纤网的捕捉能力, 过滤效率增大,但过滤阻力变小。
C. 工作区温度
温度是聚合物加工工艺的重要参数之一,对聚 合物的流变行为有重要影响[7] 。王燕飞等人的研究 中指出:在熔体被挤出喷丝孔时,由于自身具有的 黏弹性而在喷丝孔出口处发生挤出胀大,导致纤维 纤度变大;而加工温度的升高会使挤出胀大比降 低,从而降低纤维纤度。这是由于聚合物自身的黏 弹性影响了挤出胀大比,温度越高,聚合物分子链 的运行能力越强,熔体在流动中储存的形变能的黏 性耗散增加,导致弹性特性减弱,因此挤出胀大比 减小,纤维纤度变小。
另一方面,在熔喷纺丝过 程中,熔融状态的纤维受到外界空气的作用,温度 逐渐衰减,而升高温度有利于延长纤维熔融状态的 时间,使更多的纤维被高速热风拉伸,从而使纤维 纤度减小。因此在熔喷原材料不过度降解的前提 下,可适当提高模头等各区的温度,使纤维变细, 从而提高熔喷产品的拉伸断裂强力和过滤效率,但 这样也降低了阻力;随着温度的升高,熔喷产品的 断裂伸长率会降低。各工作区的温度过高时,由于 产生过多的断纤维会形成“飞花”疵点。
D.网底吸风
熔喷纤维被高速热风牵伸后铺落在接收器(网 帘)上形成纤网,剩余高速热风需要顺利地被吸收 到接收器(网帘)下方,否则,纤维不能充分地吸附 到网帘上,脱离网帘,会出现“飞花”、稀网、翻 网等疵点。为了顺利地吸收剩余高速热风,需要在 接收器(网帘)下方安装网底吸风装置。 网底吸风的大小对于形成熔喷纤网质量的好坏至关 重要,尤其是生产较大面密度的熔喷材料时,增大网底吸风会有效提高产品拉伸强力和断裂伸长率, 使熔喷纤网由蓬松变密实,孔隙率变小,过滤阻力 减小,过滤效率增大。
以下是总结的改善熔喷布性能的组合方法:
在生产熔喷产品时,既能减小过滤阻力,又能提高过滤效率的方法如下:在接收距离增大的同时,适当增加热风速度或温度,减小网底吸风,纤维的纤度会变小,产品更加蓬松。 既能提高强力,又能提高伸长率的方法如下: 当纺丝环境温度过高、原料熔融指数过高时, 适当减少热风流量或降低温度,减小接收距离,稍微增大网底吸风;或者当纺丝环境温度过低、原料熔融指数过低时,适当增加热风流量或升高温度,增大接收距离,稍微减小网底吸风。
还有相关的机构通过对所制熔喷非织造布进行纤维细度、力学性能、透气性能、过滤效率和亲水性能测试,分析热空气温度和压力、接收距离等熔喷工艺参数对产品性能的影响.结果表明:纤维直径随热空气温度增加,先减小后增大;随热空气压力增大而减小.强度随热空气压力增大而增大,随接收距离增大而减小.透气率随热空气温度升高而增大,过滤效率随热空气压力增大而增大,吸液率随接收距离增大而增大.